在需要处理高含水率废弃物并进行固液分离的应用场景中,本设备通过强力挤压工艺将破碎后的废弃物充分脱水,实现固液高效分离。分离后的固体废弃物与废液可分别进行后续筛分和净化处理。
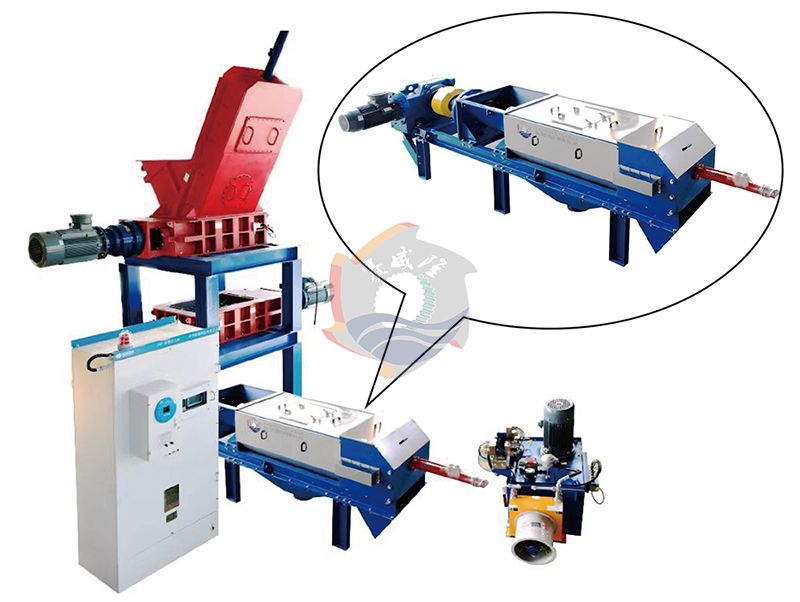
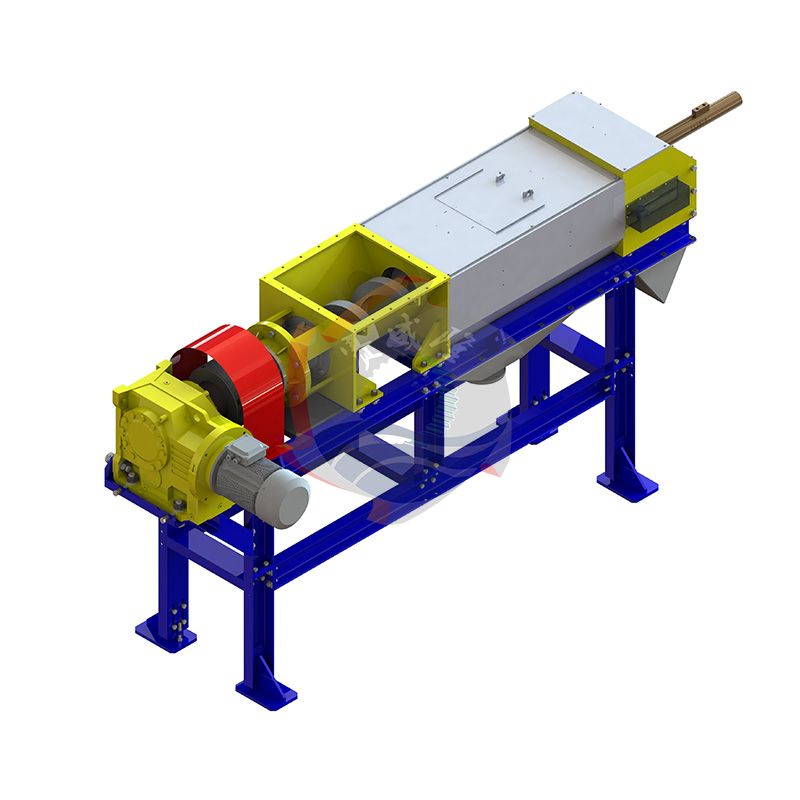
固液分离单元核心优势
- 采用高压挤压技术,固液分离率高达90%-95%(视原料成分而定),可处理含水率>80%的污泥,经脱水后更易筛分处理
- 304/316不锈钢接触部件,耐腐蚀性强,适应恶劣工况,支持24/7连续运行,维护需求极低
- 节能液压系统较传统螺旋式分离器省电30-40%,能耗仅3.5-5.5千瓦时/小时(视型号容量)
- 全封闭设计搭配自动进料控制及触摸屏PLC界面,支持快速设置、实时监控。快拆结构使日常净化维护可在30分钟内完成
主要技术参数
| 型号 |
外形尺寸(长×宽×高,m) |
处理量(t/h) |
主电机功率(kW) |
背压功率(kW) |
重量(kg) |
|---|
| SS-7.5 |
4.45×1.38×2.35 |
5-8 |
7.5 |
4.0 |
3600 |
注:以上数据为标准配置参数,不作为选型唯一依据,实际参数可能根据具体需求调整。更多型号配置欢迎垂询洽谈。
固液分离单元应用领域
- 市政废物处理:高效分离污水处理厂污泥,减容率达60%,优化后续脱水工序
- 工业废物处理:处理餐厨垃圾、纺织污泥、化工残渣等高湿度工业浆料,固体处理量最高可达20立方米/小时(视浓度而定)
- 农业废物管理:处理畜禽粪便和沼气厂残渣,产出含水率<60%的半干固体饼状物,便于堆肥或田间施用







")




